




 扫一扫
扫一扫





耀禹水利机械厂(抚顺市新抚区分公司)是一家专业加工和生产 底轴液压闸门的公司。公司拥有现代化的 底轴液压闸门生产设备,专业的 底轴液压闸门设计师,高水平制作人员,操作熟练的安装施工队伍,规范化,标准化,优良化的工程质量和高素质的管理。从设计、生产、安装为客户提供一站式服务,以丰富的生产安装和施工管理经验取得众多客户的信任。


缺点:铸铁闸门的劳动强度及加工工作量大,且自重较大,费用较高,不耐冲击,止水性能差。 三, 钢筋混凝土闸门 优点:制作较为简单,造价低廉,适用于偏远地区的小型水利工程。 缺点:钢筋混凝土闸门具有一定的透水性,结构抗震性能差,且自重较大,加大启闭设备的容量,在现代水利工程中不使用。@一、概述 水利铸铁闸门及污水处理设备是我厂水工产品主导产品之一。其种产品共分两大系列: 系列为广泛应用于水利水电、农田水利建设、水产养殖等水工建筑物中各种过水孔道上的控制设备;第二系列是广泛应用于城市给水、排水如铁道、石油、化工、冶金、纺织、医药等多种行业给排水构筑物上的设备。 通过这些设备与启闭机的配合,实现开启和封闭放水孔道,起到控制水位、调节流量的作用。二、结构及特点 铸铁滑动闸门由闸扳、闸框、挡板、闭紧斜铁等部件组成。 闸门在启闭机的作用(手动或手电)下,使闸门在闸框上的滑道中上、下运动,实现开放和关闭过水孔口,闭紧斜铁可使止水结合面有效贴合,以保证止水效果,实现良好的止水目的。三、闸门安装与调整1、 系列: (1)在闸门安装前,首先检查各连接部位的螺栓是否因运输装卸中造成的 松动,如有松动应加以紧固。 (2)检查主立框与横框连接上的止水面是否有错位,如有错位则松动连接 螺栓将至水面调整在同一平面内。 (3)闸门安装使应采用整体就位安装,禁止闸框、闸扳分体安装,防止闸 框变形。 (4)二期浇注前将闸门整体吊装就位后找好前后、左右的正确位置,然后



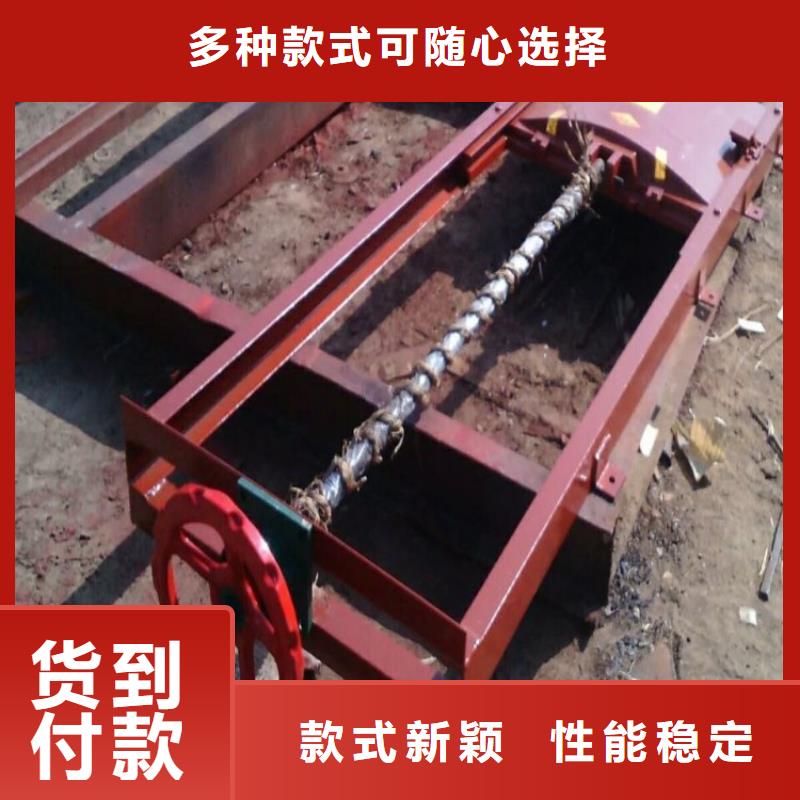
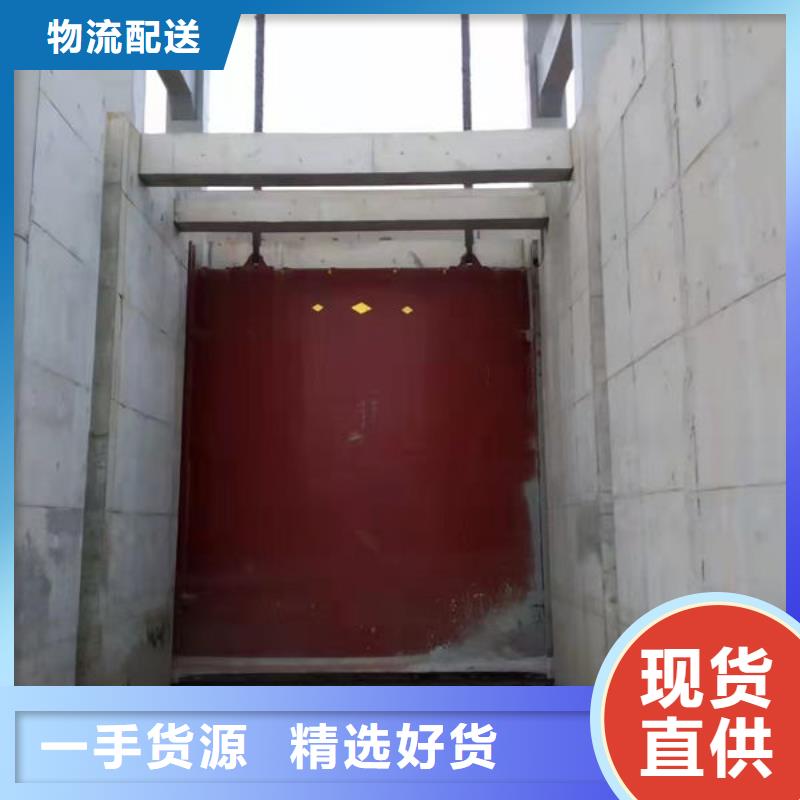
启闭形式 手电两用 启闭力 3t 启闭机型号 QSD-3 电机功率 1.1KW 电机防护等级 IP55 电机绝缘等级 F 适用电源 3相380V 工作制 间歇运行 二、主要结构及工作原理 铸铁镶铜闸门主要由门框、门体、导轨、楔紧装置、密封面等部件组成。 1、主要结构 (1)、门框由优质铸铁材料整体浇铸而成,门框两侧自带导槽,精加工之后作门体升降的导轨。门框平面经龙门刨及立车精加工并分别加工一道槽,以便镶入青铜密封面。 (2)、 门体为整体铸造的方形平板,并在迎水面自带“#”字形的加强筋,加强筋的数量视闸门规格大小而定,一般间距为250~350mm之间。门体平面精加工并带有镶铜条的槽,以便镶入青铜密封面,门体两侧精加工与门框侧槽配合,形成上下滑轨。门体上端设有吊耳,门体与吊耳的两接触面精加工之后用螺栓固定。吊耳的受力点靠近门体中心线,吊耳的销轴孔用镗床加工。为减少门体上下运行时的摩擦力,导轨和门框连接的接触部位精加工,用螺栓联接,并设有定位销防止错位。 (3)、门体、门框按 工作水头设计,其抗拉、抗压、抗剪强度的系数为5,传动丝杆的导向支撑间距与丝杆半径之比(柔度)不大于200。 (4)、门体、门框在厚度上留出2mm的腐蚀裕度,门体与门框导向槽间隙小于1.6mm。 (5)、 导轨用铸铁制作,导轨面加工成与门框一样的槽,并在平面上镶入青铜,减少门体上下运行时的摩擦力。导轨和门框连接的接触部位精加工,用螺栓联接,并设有定位销防止错位。 (6)、楔紧装置:为达到闸门的止水效果,闸门两侧设置楔块。楔块用锡青铜制成,用螺栓分别与门体和门框上的楔座固定,楔座铣成长孔,便于楔块的调整。当闸门的某一处止水效果不好时可局部调整楔块,当门体未关到位时或已到位而楔块尚未楔紧时,需调整全部楔块。 (7)、密封面:闸门的密封由侧向与底部、顶部四面组成,四周密封采用门框圆形铜合金密封条紧密贴合门板的结构形式,利用门体关闭时与之接触达到密封效果,在结构设计上保证整体密封良好。密封条采用铜合金经精密加工,密封条便于安装和更换。门板和门框的密封面采用轧制或挤压的铜合金条制成并经精密加工牢固地安装在经加工的门框及门板的槽中(密封座分别镶在经机加工的闸框和闸板上,用与密封座相同材料制作的沉头螺钉紧固,螺钉头部与密封座工作面一起精加工,其表面粗糙度不大于3.2μm,以保证在门框与门板的使用期间保持原位、不变形、不松动。门框和门板上经加工的凹槽在安装密封条之前涂一层防水粘接剂,以保证水密性。密封工作表面无划痕、裂纹和气孔等缺陷。闸门设置有可以调节的楔紧装置和强制密封装置,保证闸门关闭时,闸板与闸框的密封面紧密接触,闸框密封座与闸板密封座间隙小于0.1mm,闸板与闸框导向槽间隙小于1.6mm。密封座采用铜合金精密加工。 (8)、 丝杆由圆钢制成梯形螺纹,其精度达到7e级标准,螺纹长度比门体行程高度加长200mm,阀杆按 工作开闭力设计,其抗拉、抗压、抗剪强度的系数为不小于5,闸门处于关闭位置时,螺纹超出启闭机螺母50mm,丝杆总长度超过5000mm时,需作分段加工,其接头采用圆钢加工成内圆孔,并用圆钢铰制螺栓将丝杆和接头固定。接头用固定工装加工,可与相同规格的丝杆互换配合。丝杆总长度超过4000mm时,需增设轴导架,轴导架由铸铁衬套管安装在铸铁托架上组成,铸铁托架固定在池壁上,导管与托架都可在两个方向进行调节,丝杆下部焊有圆钢销套,用销轴与门体相连。 (9)轴导架:轴导架由铸铁衬套管安装在铸铁托架上组成,铸铁托架固定在池壁上,导管与托架可在两个方向进行调节,稳固丝杆的正常运行。 (10)、所有铸铁部件经过时效处理或高温回火处理,重要零部件采用树脂砂造型工艺。 (11)闸门的安装方式采用预埋钢板安装方式,预埋钢板与安装螺栓焊接后进行二次浇灌,使整个闸门安装牢固,不会预埋钢板处产生漏水现象。 (12) 闸门安装在墙壁上,为附壁式安装形式。门板一般设于迎水面,

技术支持:s797.com