想要体验钢锭2205不锈钢管专业的生产厂家产品的魅力?不妨点击我们精心打造的视频,它将用更直观、更动人的方式展现产品的精彩之处。
以下是:天津钢锭2205不锈钢管专业的生产厂家的图文介绍

35号珩磨管
新物通物资(天津市分公司)
35号珩磨管的详细介绍
产地工厂保障


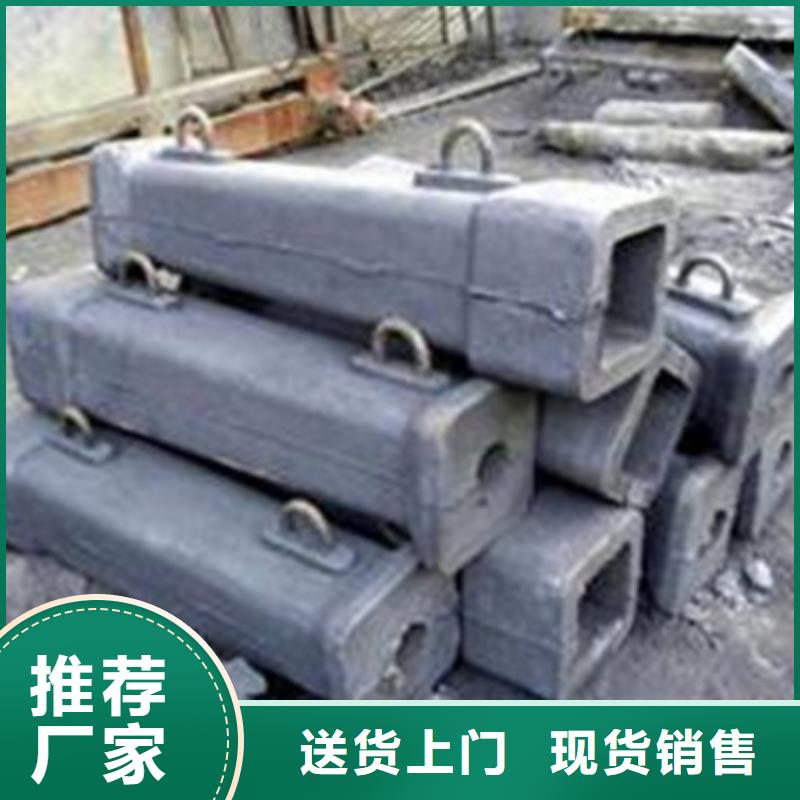
钢水经盛钢包注入铸模凝固形成钢锭。钢液在炼钢炉中冶炼完成后,必须铸成一定形状的锭或坯才能进行加工。用铸模铸成钢锭的工艺过程简称为铸锭。
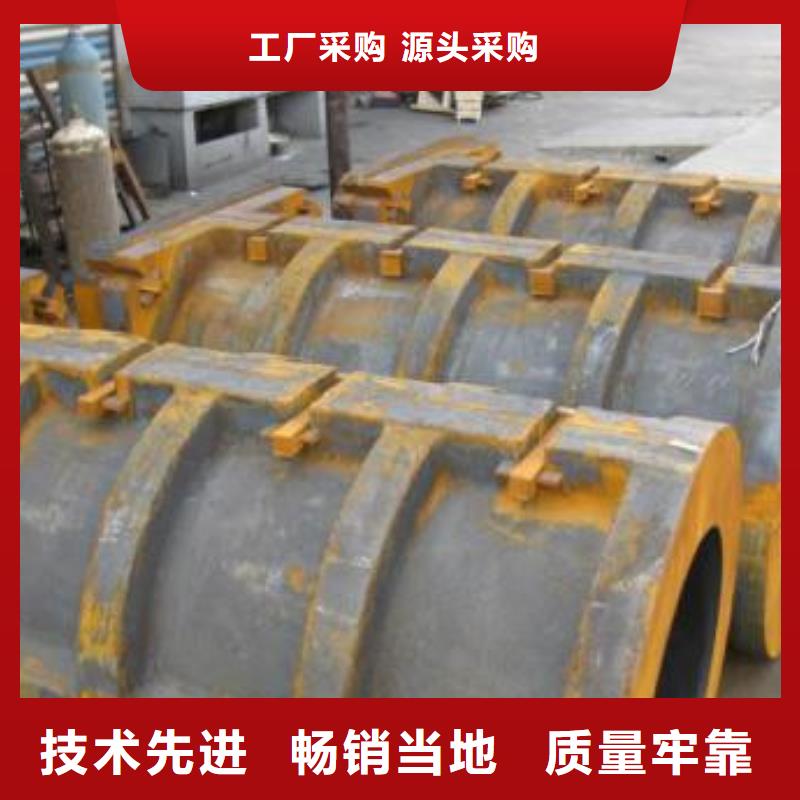
钢锭至今仍是轧钢生产的主要原料。钢锭质量的优劣、锭型的状况以及其重量大小对轧钢生产有着十分重要的作用。在轧钢生产中除各类初轧机可选用钢锭作原料外,一些特殊用途轧机、部分中厚板轧机也用钢锭为原料,我国不少地方中小企业的开坯机成品轧机也选用小钢锭作原料。钢锭选择的内容主要是正确地选择钢锭种类、它的重量以及断面形状和尺寸大小。、钢锭浇铸分上铸法(如概述图)和下铸法(如右图)两种。上铸钢锭一般内
部结构较好,夹杂物较少,操作费用较低;下铸钢锭表面质量良好,但由于通过中注管和汤道使钢中夹杂物增多。钢锭大小取决于很多因素,如炼钢炉容量,初轧机开坯能力,钢材尺寸和钢种特性等。



厂家直营大型工厂甄选35号珩磨管原材料无中间商

规格多样多种35号珩磨管规格可选满足客户多种需求

加工定制来图来样可根据您的需求定制35号珩磨管

贴心售后35号珩磨管发货迅速多年行业经验值得信赖





 扫一扫
扫一扫





